Welcome to Southwick & Meister, Inc.
Precision Collet Manufacturer
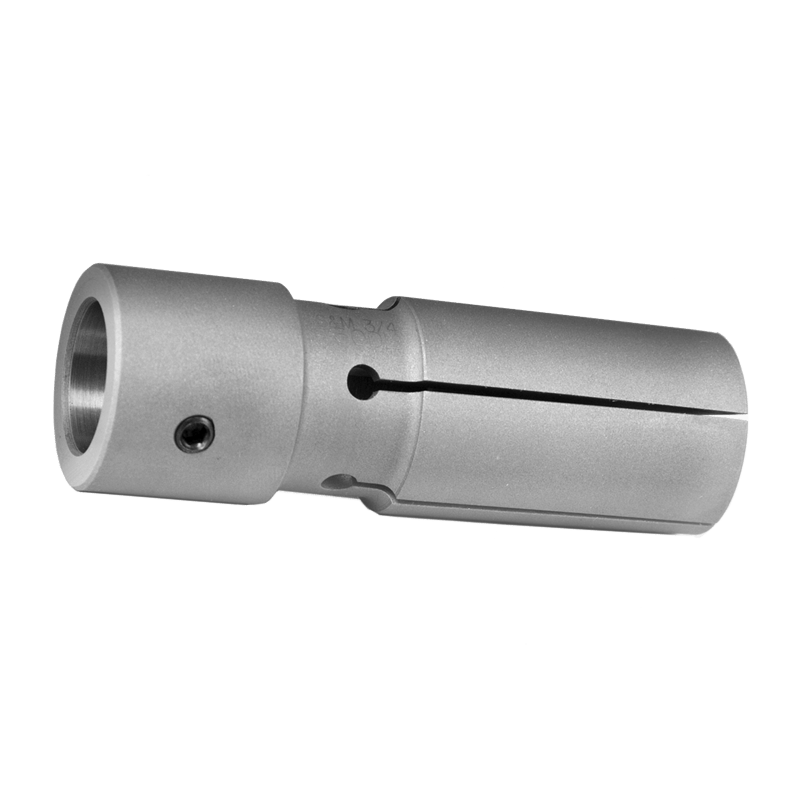
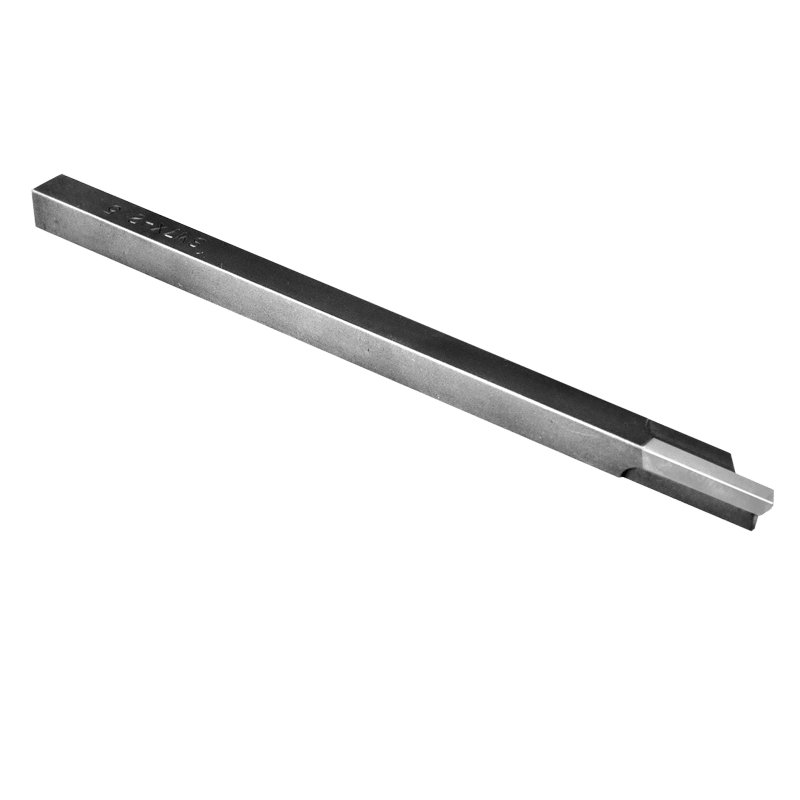
For more than 60 years, Southwick & Meister has been a leading manufacturer of premium-quality collets, carbide bushings, and precision CNC, CAM, and Swiss-turning equipment. We serve customers worldwide with an inventory of finished and semi-finished stock, offering rapid delivery for standard, semi-standard, and specialty collets, bushings, and other tooling. Southwick & Meister is here to serve all of your collet and guide bushing needs, no matter where your equipment was manufactured or how old or new it may be.
Order Our Catalog
All of our standard and semi-standard collets and bushings are outlined in detail in our product catalog, making ordering the right parts easier than ever. Click below to contact us and order your catalog today.